全國服務咨詢熱線:
15216837090
15216837090

機械手和注塑機的配套使用能實現注塑生產智能化,但取模機械手若采用繼電器作為控制核心,經常出現系統誤操作、失靈、撞壞設備等情形。
為了提高注塑機取件機械手的穩定性,本文利用擴展方便的PLC代替繼電器,結合速度快的氣缸驅動技術,設計了氣壓驅動系統和PLC控制系統,對提高工業自動化程度具有積極意
義。
1、機械手的結構和控制要求
在氣缸的帶動下,手臂終端可在3 個坐標內工作。系統主要是控制雙電控電磁閥線圈的通電狀態來驅動氣動元件,改變氣壓回路中換向閥的工作位置來使氣流按要求流動,向控制系統發送規定的開關信號來控制機械手。整機結構如圖1所示。
結合注塑機開模、合模等工作過程,在氣缸的驅動下,機械手的控制要求如下:
(1) 選擇自動模式時,按下開始開關,待注塑機開模后,電磁閥( 線圈A1) 通電,手臂下降到吸盤和注塑件剛好接觸的高度,至下降近接開關動作。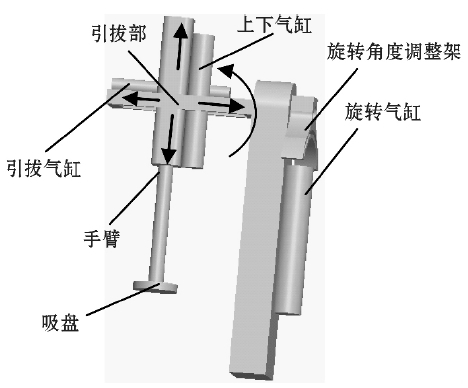
圖1 機械手的結構圖
(2) 電磁閥( 線圈C1) 通電,在吸盤和帶有平面的注塑件之
間產生負壓,吸盤吸住注塑件,至吸氣近接開關動作[2]。
(3) 電磁閥( 線圈A2) 通電,手臂上升,至上升近接開關動作。
(4) 電磁閥( 線圈B1) 通電,引拔前進,至前進近接開關動作。
(5) 電磁閥( 線圈D1) 通電,手臂和引拔整體旋出,至旋出近接開關動作。
(6) 電磁閥( 線圈A1) 通電,手臂與地面呈一定角度下降,至下降近接開關動作。
(7) 電磁閥( 線圈C2) 通電,注塑件和吸盤之間的氣壓恢復正常值,吸盤放下注塑件,至放氣近接開關動作。
(8) 電磁閥( 線圈A2) 通電,手臂上升,至上升近接開關動作。
(9) 電磁閥( 線圈D2) 通電,手臂和引拔整體旋入,至旋入近接開關動作。
(10 ) 電磁閥( 線圈B2) 通電,引拔后退,至后退近接開關動作。完成一次循環后等待注塑機開模,重復以上過程。
(11) 按下停止按鈕或斷電,當前步驟中的機械手,在重新啟動之前將停止工作。
(12) 能夠切換為手動模式,按下對應的開關,機械手根據命令執行相應的動作,也可以根據工藝流程自動運行。
自動控制的動作流程: 注塑機開模,手臂下降→吸盤取物→手臂上升→引拔前進→手臂和引拔旋出→手臂下降→吸盤放物→手臂上升→手臂和引拔旋入→引拔后退,等待注塑機再次開模。
2、氣動系統設計
按照機械手的移動軌跡和電磁閥、氣缸的工作原理,在氣缸驅動過程中,采用4 個雙電控電磁閥來掌控3 個氣缸和1 個負壓發生器。此外,各氣路配置了節流閥,可以調節速度。在手動狀態下,按下相應的按鈕,控制相應氣缸和負壓發生器的電磁閥上電,在氣缸的驅動和吸盤的執行下,機械手開始工作。
把負壓發生器與氣吸盤串聯在一起,當有高壓氣體通過負壓發生器時,氣吸盤呈現負壓并吸起物品。為了減緩手臂上下運行時機臺的晃動,使用上下緩沖氣缸做緩沖。氣動原理圖如圖2 所示。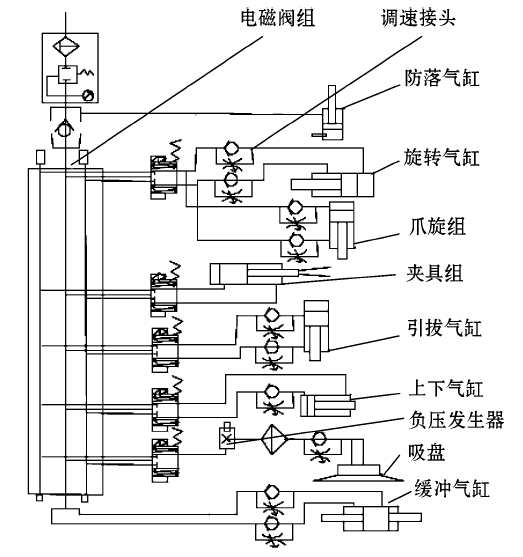
圖2 氣動原理圖
3、機械手控制系統的構成與設計開發
3.1 控制系統的構成
該控制系統由以下模塊組成: PLC 控制器、I /O 接線端子、數據傳輸電纜、按鈕開關、近接開關。控制器( PLC) 通過控制執行機構( 電磁閥) 來使驅動模塊[3] (氣缸和負壓發生器) 按照指令運動,從而導致運動機構( 手臂和吸盤) 的工作,同時接收裝在機械手機身上的傳感器( 近接開關) 反饋回來的信號,以此監測機械手的運動情況。PLC 控制原理框圖如圖3 所示。
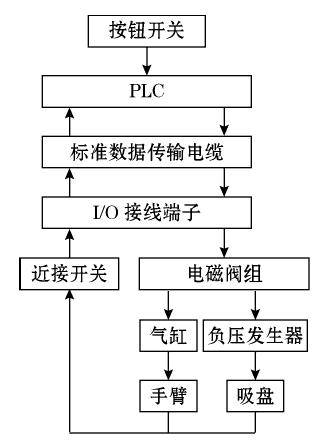
圖3 控制系統原理框圖
3.2 確定PLC 的I /O 點個數
通過對PLC 和動作過程進行研究,總結出需將如下信號傳輸給它: 8 個開關"按鈕X"信號,這是控制機械手運動要用到的。8 個近接開關"確認X"信號,分別用來檢測機械手的運動狀態并反饋給PLC。此外,考慮到控制體系的需求,還要3 個按鈕信號依次為: "開始"、"重啟"和"位置",1 個"停止"按鈕信號用來結束工作,1個選擇運行方式的"自動/手動"旋動開關,1 個"回原點"按鈕。
PLC 需要輸出如下信號: 控制3 個氣缸和1 個負壓發生器的4 個雙電控電磁閥需要8 個"輸出Y"動作信號。3 個用于說明機器"開始"、"重啟"和"位置"的工作狀況燈。因此采用輸入點數目≥22、輸出點數目≥11 的PLC。
3.3 PLC 型號的選擇
基于以上剖析,選取輸入點數目不少于22,輸出點數量超過11,由西門子生產的S7 - 300 PLC 及2 個SM323 輸入/輸出擴展塊[3 - 4]。該系統總共有22 個輸入點、16 個輸出點,48 KB內存, 64 個計數器以及128 個定時器。PLC 和有關信號的系統接線圖如圖4 所示。
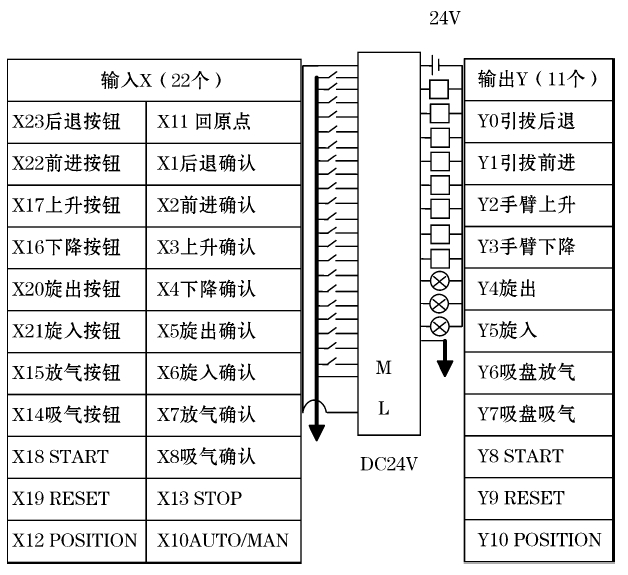
圖4 控制系統接線圖
3.4 PLC 的程序設計
運用模塊化設計,把機械手控制程序分為: 公共程序、手動程序和自動程序。根據動作要求,設計出機械手運行時的程序,整機系統的原始情形通過IST 指令來控制,當達到IST 指令的運行要求時,為初始狀態繼電器( S0、S1、S2) 和特殊輔助繼電器的( M8040、M8041、M8042、M8043) 分配以下功能:
(1) S0,手動模式的zui初狀態繼電器;
(2) S1,回歸初始狀態的繼電器;
(3) S2,自動模式的zui初狀態繼電器;
(4) M8040,防止轉變,當導通線圈后,保持一切動作不變;
(5) M8041,開始轉變,當線圈導通,容許狀態由開始發生轉變;
(6) M8042,啟動脈沖,在按下開始開關的一剎那發揮作用;
(7) M8043,回歸到初始狀態;
(8) M8044,初始狀態前提,當整機位于原點位置時,線圈會導通。
回歸原始狀態模式: 按下回原點開關X11,使整機處在上升、后退、旋入、吸盤放氣狀態,相應近接開關導通。
手動模式不必按工序順序動作,當普通繼電器程序來設計。機械手可實現以下8 個動作: "手臂下降"、"吸盤吸氣"、"手臂上升"、"引拔前進"、"旋出"、"吸盤放氣"、"旋入"、"引拔后退",分別用與X16、X14、X17、X22、X20、X15、X21、X23 相對應的按鈕控制。手動模式的程序如圖5 所示。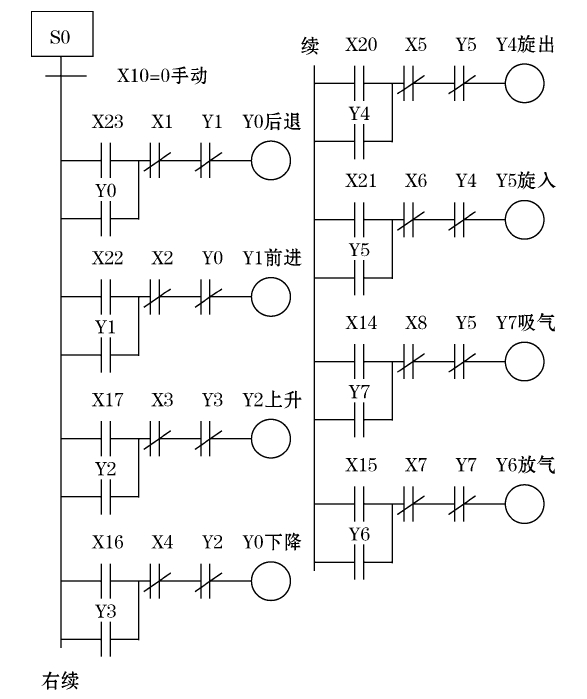
圖5 手動模式程序圖
自動模式采用順序功能圖來設計程序,說明動作的順序和狀態變化條件,方框代表"工步",鄰近兩"工步"用線段連接,代表變化的方向,橫線代表變化的條件。當變化條件允許,則程序由前一"工步"運動到后一"工步",順序功能圖能轉化為梯形圖程序。自動模式之前,按下回原點開關X11,使整機在初始位置。按開始開關使X18 導通,狀態變為S20。輸出信號Y3,線圈A1 通電,上下氣缸驅使手臂下行,當靠近下極*下近接開關X4 導通,狀態變為S21,S20 自行回到剛才的狀態。
流程為先輸出相應的信號,對應電磁閥其中一個線圈通電,然后特定氣缸發生動作,至近接開關導通,zui后運行狀態變化,一直運動到狀態S29,自動運行狀態轉移圖如圖6 所示。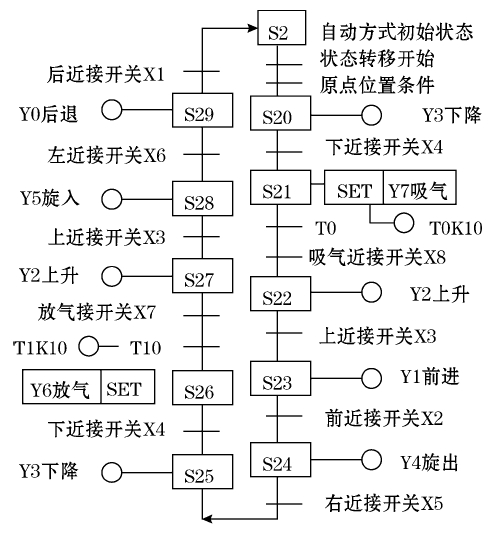
圖6 自動運行狀態轉移圖
電話
微信掃一掃

 當前位置:
當前位置: