您好!歡迎訪問上海育仰科教設備有限公司網(wǎng)站!
全國服務咨詢熱線:
15216837090
15216837090

焊工是技能型人才,在制造安裝領域需求大。作為特種作業(yè)人員,焊工應當接受與其所從事的特種作業(yè)相應的安全技術理論培訓和實際操作培訓。
培養(yǎng)一名合格焊工,需要大量人力、物力消耗和相當長的周期,而培訓效果往往不理想。這主要是因為:①焊接作業(yè)受強烈弧光和熔池小等因素影響,嚴重制約學員觀摩受教的程度和受教人數(shù);②手工焊、割作業(yè)是個人操作,質量波動大,如何規(guī)范操作,將焊工的群體作業(yè)質量提升一個標準檔次是個難題;③現(xiàn)階段企業(yè)以及學員個人不僅注重教學成果,也注重經(jīng)濟效益,并將安全、健康、環(huán)保放在*。輕視成本和人力的舊培訓觀念已經(jīng)不適合現(xiàn)狀。本研究提出將化CAI、PPT 教學拓展焊接培訓教學、培訓教學施行標準化、對比教學和針對性教學機制引入到培訓中。
1 焊工培訓中加入化的CAI、PPT技術手段
CAI(Computer Aided Instruction)計算機輔助教學是在計算機輔助下進行的各種教學活動,能夠有效縮短學習時間,提高教學質量和效率,實現(xiàn)化的教學目標。
PPT(Power Point)主要用于設計制作教學課件,可以創(chuàng)建形象生動、圖文并茂且主次分明的幻燈片,通過計算機屏幕或投影機播放,廣泛用于報告、授課等場合。
1.1 CAI、PPT 教學優(yōu)點
焊工培訓的難點主要在于每名學員對熔池及焊、割熱影響區(qū)的觀察及適時控制,由于電弧、熔池和割口的體積較小,而操作者一定會占據(jù)有利的觀察位置,這大大限制了有效觀察的學員人數(shù),以至于大多數(shù)焊接方法的操作只能一對一教授。并且學員與教師觀察的表述和要求標準常不同步,存在較大偏差,不能形成清晰的映像和意識。所以大部分焊、割操作訓練都是不斷的重復,以達到教師的多方面標準要求,造成人員、資金和時間上的大量浪費。將CAI、PPT 引入焊工培訓可省時、省精力、降消耗。
大數(shù)據(jù)時代各類焊割知識過于繁多,單純加入文字或大量使用圖片和影音文件的CAI、PPT 教學會造成學員們的認知混亂,所以應采用化的CAI、PPT 教學方法,學員們不僅能直接觀察焊、割區(qū)的變化過程,還可較完整地觀察操作全過程和系統(tǒng)動作。培訓教師則可以依照CAI、PPT 的影音進行明確、清晰的講解,避免學員認識的誤區(qū);可以拆分講解焊、割操作規(guī)范,指出不同情況下如何選擇焊接規(guī)范的要點;可多次演示、回放,減少不必要的實操重復,從而大幅減少材料和時間的浪費,并使受教人數(shù)由幾人增加至百余人(不含網(wǎng)絡教學),顯著擴大指導范圍。
1.2 CAI、PPT 應用要點
采用精通專業(yè)的教師針對技能操作和知識要點精選圖片等直觀資料、配以提要式文字說明的方法開展化CAI、PPT 教學。培訓教師應目的明確地選擇CAI、PPT 內容,在關鍵環(huán)節(jié)(如:焊條電弧焊的仰焊不同溫度區(qū)間電弧的控制;鈦材的氬氣保護與焊速的配合等)利用CAI、PPT 可隨時暫停、多次重復的技術優(yōu)勢,準確講解;還應根據(jù)學員的要求和理解程度,結合影像指示熔池變化的特點,分拆講解操作動作(如:鈦材無氬氣保護罩的斷續(xù)焊操作是引弧—焊接—斷弧—氬氣保護氛圍下冷卻—引弧—焊接……);終在學員腦海中形成一套完整明確的操作過程映像。
1.3 化CAI、PPT 教學能因為培訓而不斷更新
由于每一批次學員情況不同,培訓中肯定會出現(xiàn)新現(xiàn)象和典型事例。教師們應將這些素材進行收集、分類、整理和編撰,用以豐富化的CAI、PPT焊接教學內容。一些新方法的開發(fā)、新技術及新工具的應用、學員們的新想法也可作為使用化CAI、PPT 焊接教學的補充,并進行推廣。
2 培訓教學實行標準化、規(guī)范化
(1)將標準化、規(guī)范化應用于焊、割培訓可提高培訓效率,節(jié)省師資。
現(xiàn)階段參加焊工技術培訓學員的理論知識儲備較豐富,絕大多數(shù)學員都有技校、職高或大學學歷。在培訓前期應統(tǒng)一、明確地講授焊接質量與作業(yè)標準,學員們能輕松理解,培訓入手快;在培訓中、后期學員們能自覺地比照標準,發(fā)現(xiàn)問題,爭取改進,形成自我約束,這為后續(xù)真實的生產(chǎn)作業(yè)奠定認知和操作基礎。再者,焊培大都是批次培訓,每個學員情況雖有不同,但各類操作的焊接規(guī)范是一定的,這就要求焊培教師將參數(shù)和文字標準轉化為規(guī)范化的操作動作和程序,學員每次的焊件有比較和改進方向,終形成較為統(tǒng)一的焊接質量和操作動作,利于其后的教學。此外,還可節(jié)省因人員、材料、設備及安全等多方面復雜管理消耗的師資。
(2)開展標準化、規(guī)范化教學應打好基礎,切合實際。
培訓過程和操作行為標準化、規(guī)范化極為重要,包括前期培訓學員設備工具的使用、個人防護的標準要求等多方面知識的掌握和演練。既針對新從業(yè)學員,又針對有多年經(jīng)驗老焊工的積弊,這樣才能有效避免學員在培訓中出現(xiàn)偏差或事故影響教學。在培訓中,需將焊、割質量標準與參數(shù)選擇、操作動作規(guī)范化結合。例如:減小等離子切割內圓切口的內外偏差,需將切割速度(見表1)、方向、割嘴角度的變化及割嘴距工件表面距離的變換等一系列標準明白地教給學員;在焊條電弧焊的板仰焊中的焊接要領是一看、二聽、三準,使學員們掌握正確統(tǒng)一的規(guī)范。經(jīng)過一定階段培訓后應組織學員依據(jù)標準找出缺點和偏差,糾正不規(guī)范的錯誤操作和參數(shù)。例如:有的學員為了施焊穩(wěn)定抱焊架,隨意引弧等。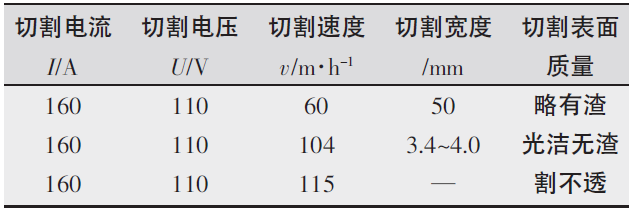
表1 等離子切割速度對切割質量的影響
3 開展對比教學
技能的提升是相對的,是在比較中精進的,既是學員自我不同階段的對比,又是學員之間的對比。
(1)學員本身不同時期焊件的對比。
技能的提升是認知能力和判別能力的提升,只有在對比中才能凸顯。將學員前期和后期的焊件放在一起,進步一目了然,如圖1 所示,在給予學員成就感的同時使其有信心、有渴求繼續(xù)努力下去,在對比中學員還能找出自身不足。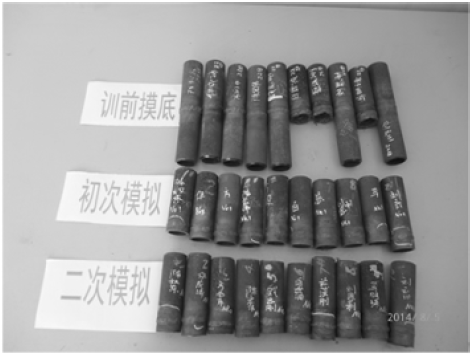
圖1 前、后期焊件對比
(2)同時期學員之間的對比。
同期學員的受教環(huán)境與資源的共性多。在培訓期,尤其是前、中期學員們焊、割效果存在很大差異。因此組織學員一起對比各自的焊、割件,能輕易發(fā)現(xiàn)不足,明確優(yōu)點。再通過問詢和說明解析,使學員們自己總結、掌握方法。對比教學一定階段后,學員們都能自動自覺地利用各自的差異和長處,互相交流,互助提升,形成一個比、學、超的良性循環(huán)。此時教師只需適時點撥,起導航和舵手作用即可,釋放人力,節(jié)省教學資源。
4 開展針對性教學
焊工培訓目的性很強。應針對行業(yè)、企業(yè)、用人單位的生產(chǎn)要求和學員個體的情況修正教學內容和方法。
4.1 針對用人單位和用戶要求開展教學
雖然焊培單位的培訓、考核項目不能輕易變動,但現(xiàn)階段對焊工的需求日趨多樣,對焊工技能要求不再是高、大、全,有些單位甚至只需要單項目的焊接人才。因此焊工培訓機構和教師應在項目訓練上,針對用人單位要求多添加實用性的內容。例如:在培訓生產(chǎn)、安裝鋁合金框架企業(yè)的焊工時應側重于如何減小結構變形、氬氣保護如何防風、焊縫增強等。
4.2 針對學員個體差異開展教學
學員的差異主要表現(xiàn)在認知能力、實操能力和個人對培訓的要求。這就需要教師以教學大綱為基準,將學員分類再集中編排,施以不同側重的講解和培訓,終達到培訓目的。
針對性教學是為適應現(xiàn)階段用人單位和學員的需求變化的有效舉措,應需定教,量身施訓。這樣培訓的學員從業(yè)能力強,用人單位滿意率高,續(xù)培積極性高。
5 結論
經(jīng)過化CAI、PPT 教學指導培訓的學員入門快、訓期短,標準化、規(guī)范化教學有效拘束制止了學員操作中的偏差。焊工培訓用對比法教學直觀真實,激發(fā)學員興趣;用焊件實體作為教具,使學員在對比中自我管控、提高技能;用針對性教學將教什么學什么變成需要什么教什么,激發(fā)企業(yè)和學員培訓的積極性。在焊工培訓中綜合運用這些方法,學員不僅都取得合格證而且成手率高,企業(yè)愿意接收,并且有多位學員在省市級技能競賽中獲得一等獎。因此,這些方法在現(xiàn)階段焊接培訓中具有推廣價值。

電話
微信掃一掃
 當前位置:
當前位置: