您好!歡迎訪問上海育仰科教設(shè)備有限公司網(wǎng)站!
全國服務(wù)咨詢熱線:
15216837090
15216837090

1 引言
隨著自動化技術(shù)的不斷發(fā)展, 數(shù)控技術(shù)的應(yīng)用也越來越廣泛。數(shù)控機床也在我國批量生產(chǎn)、大量引進(jìn)和推廣應(yīng)用, 它們給機械制造業(yè)的發(fā)展創(chuàng)造了條件, 并帶來很大的經(jīng)濟(jì)效益。數(shù)控機床與普通機床比較起來, 價格昂貴, 一般都是企業(yè)生產(chǎn)的關(guān)鍵設(shè)備。數(shù)控機床結(jié)構(gòu)及控制復(fù)雜, 任何部分的故障與失效, 都會使機床停機,從而造成生產(chǎn)停頓, 若在出現(xiàn)故障后不能及時維修排除故障, 就會造成較大的經(jīng)濟(jì)損失。數(shù)控機床的急停功能用于對人或者設(shè)備進(jìn)行保護(hù), 急停時, 機床各進(jìn)給軸、主軸都會快速進(jìn)入制動狀態(tài), 有些機床伺服系統(tǒng)動力電源也會切斷。數(shù)控機床出現(xiàn)急停后, 必須排除, 才能恢復(fù)正常工作。本文以大連機床廠生產(chǎn)的CKA6136 車床、Fanuc0i Mate TC 系統(tǒng)為例, 結(jié)合日常維修經(jīng)驗介紹急停故障的診斷與維修方法。
2 急停原理
2.1 急停電氣控制原理
圖1 中R3、S3、T3 為200V 三相交流電, 通過交流接觸器KM11 后接入X、Z 軸進(jìn)給伺服單元βiSVM;3L1 為220V 交流電, 作為伺服上電控制電路電源;CX30為急停信號( * E S P ) 接口, 其中1 端為24V 直流電源,3端為* E S P 信號輸入端, 低電平有效。圖2 中C X A29接口為伺服單元內(nèi)部觸點, 當(dāng)伺服系統(tǒng)正常工作時觸點閉合, 急停信號輸入時斷開。圖3 是機床的急停鏈控制電路, 其中SB38 為急停按鈕,SQ8、SQ9、SQ11、SQ12分別為進(jìn)給軸X、Z 正負(fù)方向的超程限位開關(guān), K A13為控制急停信號輸入伺服單元的中間繼電器, S B37 為超程解除按鈕。
當(dāng)急停按鈕S B38 被按下, 或者X、Z 兩個坐標(biāo)軸四個方向的行程開關(guān)任一個被壓下時, K A13 線圈斷電,KA13 常開觸點斷開, 伺服單元CX30 接口*ESP 低電平信號被輸入 , 此時 CXA29 內(nèi)部觸點斷開 , 伺服上電控制電路中K M11 線圈斷電, 主電路中K M11 觸點斷開, 伺服單元斷電, 系統(tǒng)進(jìn)入急停狀態(tài)。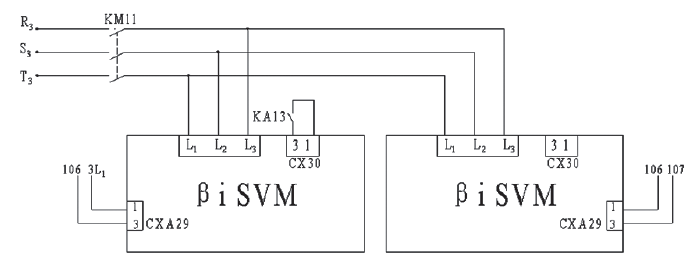
圖1 CKA6136 伺服驅(qū)動電路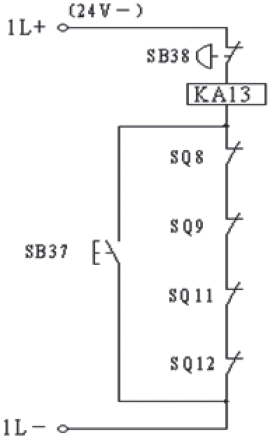
圖2 伺服上電控制電路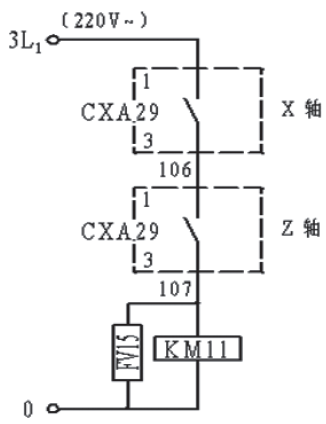
圖3 急停鏈控制電路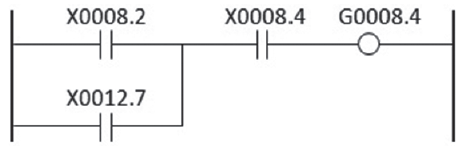
圖4 急停控制梯形圖
P M C 急停控制梯形圖如圖4 所示。其中X0008.2為超程信號, X0008.4 為急停按鈕信號, X0012.7 為超程解除按鍵信號,G0008.4(*ESP) 為PMC 輸出給CNC的急停信號, 低電平有效。當(dāng)X0008.2 和X0008.4 任何一處斷開時,G0008.4 為低電平, 觸發(fā)急停。
2.2 伺服系統(tǒng)跟蹤誤差異常引起急停的原理
跟蹤誤差又叫跟隨誤差, 指的是數(shù)控機床在移動過程中的誤差, 即在移動過程中, 理論移動量和實際移動量的差值。當(dāng)機床在運行過程中, 實際坐標(biāo)位置與反饋坐標(biāo)位置不相符, 且其值超過系統(tǒng)規(guī)定的允許值, 從而引發(fā)機床故障停車。
2.3 伺服驅(qū)動器故障引起急停的原理
FANUC 0i TC 系統(tǒng)中,CNC 通過FANUC 串行伺服總線F S S B 與各伺服驅(qū)動器連接。系統(tǒng)啟動后, 如果軸控制電路的條件滿足, C N C 就向伺服驅(qū)動器發(fā)出P R D Y 信號。當(dāng)伺服驅(qū)動器接收到該信號, 如果伺服驅(qū)動器也工作正常, 就會向C N C 發(fā)回V R D Y 信號, 如果伺服驅(qū)動器故障, 就不能應(yīng)答C N C 的P R D Y 信號, 這是系統(tǒng)就會進(jìn)入急停狀態(tài)。
3 急停故障診斷與維修
3.1 電氣原因觸發(fā)的急停
要判斷是否因為電氣原因造成的急停, 應(yīng)檢查PMC梯形圖中G8.4 是否為低電平。如果為高電平, 而系統(tǒng)仍處于急停狀態(tài), 可以判定不是急停鏈回路出現(xiàn)故障,此時應(yīng)該從其它方面查找原因; 如果G8.4 位低電平,可以判定故障是因為急停鏈斷路造成的, 此時可按照以下步驟進(jìn)一步排查。
急停按鈕被壓下。這是為直觀的檢查方法, 嚴(yán)格意義上, 這并不能算作故障的范疇, 但對于具有多個急停按鈕的數(shù)控機床和新手來說, 比較容易犯這種低級錯誤。
機床超程。機床超程分為軟件超程和硬件超程。當(dāng)機床因超程而急停時,往往還會在屏幕上顯示超程報警。
此時觀察機床工作臺是否處于超程位置, 判斷是軟件超程還是硬件超程。如果機床明顯處在正常位置, 此時要檢查超程開關(guān)是否復(fù)位正常, 如果是接近開關(guān), 檢查接近開關(guān)是否粘上鐵屑。
K A13 繼電器損壞。如果K A13 損壞, 造成其常開觸點不能正確的吸合, 引起低電平信號被輸入C X30 會觸發(fā)急停。我們可以先觀察K A13 指示燈是否點亮, 如果點亮說明急停鏈有電, 再檢查其觸點是否正常。如果K A13 指示燈不亮, 檢查急停鏈?zhǔn)欠駭嚅_或者K A13 是否損壞。
24V 電源故障。電氣急停的根本原因是急停鏈斷電造成低電平被輸入伺服驅(qū)動器。檢查是否因為24V 電源電壓過低, 造成K A13 電磁線圈吸力不足, 常開觸點無法閉合。
急停鏈斷線。急停鏈?zhǔn)且粋€串聯(lián)回路, 在這個回路里, 急停按鈕、限位開關(guān)等的任何一個接線點、任何一段電線出現(xiàn)接觸不良、斷線, 都會造成串聯(lián)回路斷開,從而造成K A13 線圈斷電而觸發(fā)急停。所以, 在排除以上故障原因之后, 要逐一排查急停鏈各個節(jié)點, 查看連接是否安全可靠。
3.2 伺服系統(tǒng)跟蹤誤差異常觸發(fā)的急停
這類故障的原因一般有以下幾個方面:
① 機床負(fù)載過大。因為機床過載或者傳動機構(gòu)機械卡死、潤滑嚴(yán)重不足等造成運行阻力過大, 使得伺服電機扭矩過大, 從而造成伺服電機丟步, 導(dǎo)致跟蹤誤差超差。這種情況下往往還會伴隨過載保護(hù)跳閘、過熱報警等。
② 脈沖編碼器檢測反饋環(huán)節(jié)故障。檢查編碼器是否損壞、污染; 反饋電纜接口是否松動、接觸不良; 反饋電纜線是否出現(xiàn)斷線。
③ 伺服驅(qū)動器報警或損壞。結(jié)合伺服驅(qū)動器的硬件報警情況, 在保證安全的情況下, 可以采用模塊交換法進(jìn)行置換分析。
④ 伺服驅(qū)動器電源缺相或電壓不穩(wěn)。用萬用表測量電源進(jìn)行排查。
3.3 伺服驅(qū)動器故障原因觸發(fā)的急停
F A N U C 伺服驅(qū)動器故障停機, 往往會伴隨系統(tǒng)4打頭的軟件報警和伺服驅(qū)動指示燈的硬件報警。故障診斷時, 要結(jié)合軟硬件的自診斷報警信息, 進(jìn)行排除。
出現(xiàn)401 號報警, 表示伺服放大器的伺服準(zhǔn)備信號( V R D Y ) 沒有接通, 或者在操作中信號關(guān)斷;404 號報警, 表示伺服放大器的伺服準(zhǔn)備信號總保持接通。此時,要檢查伺服驅(qū)動器的電纜連接, 檢查伺服參數(shù)設(shè)定是否正確, 也可能是伺服驅(qū)動器或者C N C 軸控制器故障,可以采用部件交換法對懷疑部件進(jìn)行置換分析。
若出現(xiàn)462 號報警, 表示由于F S S B 傳送錯誤,使得伺服放大器不能接收正確數(shù)據(jù);463 號報警, 表示由于F S S B 傳送錯誤, 使得C N C 不能接受正確數(shù)據(jù)。此時首先檢查伺服驅(qū)動器或光纜, 可能是在報警信息中顯示的錯誤軸, 與軸號相對應(yīng)的伺服驅(qū)動器和CNC 控制單元間的F S SB 光纜失效, 也可能是驅(qū)動器和軸不對應(yīng); 其次, 也可能是C N C 一側(cè)的軸控制模塊出現(xiàn)故障。
3.4 其它原因引起的急停
即使同樣的數(shù)控系統(tǒng), 不同設(shè)備的急停鏈設(shè)計都可能不同。比如常見的一種情況就是為了安全, 在急停鏈里串聯(lián)安全門的開關(guān)。這時候, 我們除了要認(rèn)真閱讀機床電氣圖之外, 還可以通過觀察機床P M C 梯形圖實時狀態(tài), 來判斷急停的觸發(fā)條件和急停鏈中的故障點。
4 急停故障實例分析
故障實例: 教學(xué)車間里配備FANUC 0i Mate TC數(shù)控車床CKA6136, 開機顯示急停報警, 伺服無法上電。
診斷與維修過程: 經(jīng)過初步檢查, 發(fā)現(xiàn)機床操作面板上的急停按鈕并未按下, 機床X、Z 軸的位置也處在安全位置, 由此可以確定機床急停的原因與機床的狀態(tài)無關(guān)。進(jìn)入機床P M C 梯形圖畫面, 檢查發(fā)現(xiàn)P M C 到C N C 急停信號G8.4 為“0”, 說明系統(tǒng)的急停信號被輸入。再進(jìn)一步檢查發(fā)現(xiàn), 系統(tǒng)I / O 模塊的急停輸入信號X8.4 為“0”, 從而導(dǎo)致G8.4 為“0”, 引發(fā)急停報警。
對照機床電氣原理圖, 先測量急停輸入信號X8.4 的接線端子處, 發(fā)現(xiàn)電壓為0V , 而非正常情況下的24V , 可斷定是急停鏈斷路或急停鏈電源故障造成的。將急停鏈接線端子逐個進(jìn)行測量檢查, 發(fā)現(xiàn)機床操作面板上的急停按鈕斷線, 重新連接后急停報警解除。
5 結(jié)束語
數(shù)控機床的故障復(fù)雜多樣, 急停控制涉及機械、通信、低壓電器、P L C、傳感器等多學(xué)科知識, 這給維修帶來了困難。維修人員應(yīng)熟知急停的控制原理, 以及常用檢測工具的使用, 根據(jù)對急停故障現(xiàn)象的分析, 羅列所有可能的原因, 確定合理的診斷與檢測步驟, 以便迅速排除故障。

電話
微信掃一掃
 當(dāng)前位置:
當(dāng)前位置: