全國服務咨詢熱線:
15216837090
15216837090

詳細介紹
| 品牌 | 育仰科教 | 產地類別 | 國產 |
|---|---|---|---|
| 應用領域 | 文體,電子,電氣,綜合 |
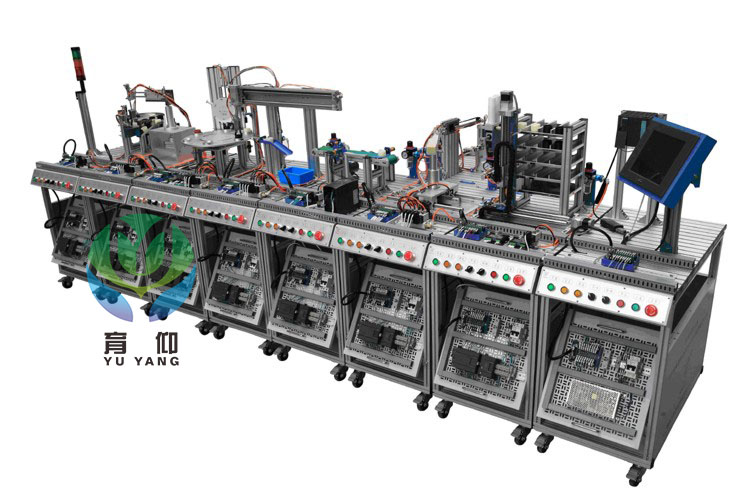
參考圖片
一、概述
MES網絡型模塊式柔性自動化生產線實訓系統是一種典型的機電一體化、自動化類產品,它是為職業院校、教育培訓機構等而研制的,它適合機械制造及其自動化、機電一體化、電氣工程及自動化、控制工程、測控技術、計算機控制、自動控制等相關專業的教學和培訓。它接近工業生產制造現場基礎上又針對實訓教學進行了專門設計,強化了各種控制和工程實踐能力。采用了良好的總線控制方式,增配有主控PLC、工業觸摸屏、MCGS工業組態監控軟件、MES生產制造管理軟件等,系統更加完整性,更能展現工業現場的工作狀態及現代制造工業的發展方向。
系統由八個站組成,分別為:上料檢測站、搬運站、加工站、搬運安裝站、安裝站、分類站、搬運分揀站、傳送分揀站,控制系統采用西門子的PLC進行控制,具有較好的柔性,即每站各有一套PLC控制系統獨立控制,在單個培訓完成以后,又可以將相鄰的兩站、三站…直至八站連在一起,學習復雜系統的設計、安裝、編程、調試和整機運行。
二、技術指標
1、輸入電源:單相三線~220V±10% 50Hz
2、工作環境:溫度-10℃~+40℃ 相對濕度<85%(25℃) 海拔<4000m
3、裝置容量:≤1.5kVA
4、整機尺寸:3800mm×1700mm×1400mm
三、組成
系統的硬件由八個站組成
(1)上料檢測站
由料臺、導料機構、推料機構、檢測識別光電開關、開關電源、可編程序控制器、按鈕、I/O接口板、電氣網孔板、電磁閥及氣缸組成,主要完成將工件從料臺依次送到檢測工位、等待取走。
(2)搬運站
由機械手、橫臂、回轉臺、旋轉氣缸、開關電源、可編程序控制器、按鈕、I/O接口板、電氣網孔板、多種類型電磁閥及氣缸組成,主要完成將工件從上站搬至下一站。
(3)加工站
由6工位回轉工作臺、刀具庫(3種刀具)、升降式加工系統、加工組件、檢測組件、步進驅動器、步進電機、光電傳感器、接近開關、開關電源、平面推力軸承、可編程序控制器、按鈕、I/O接口板、電氣網孔板、通訊接口板、直流減速電機、多種類型電磁閥及氣缸組成,回轉工作臺有六個旋轉工位,加工站主要完成工件的加工(鉆孔、銑孔),并進行工件檢測。
(4)搬運安裝站
由轉動加平移工作臺、塔吊臂、機械手、工業導軌、開關電源、可編程序控制器、按鈕、I/O接口板、電氣網孔板、多種類型電磁閥及氣缸組成,主要完成將上站工件拿起放入安裝平臺,將裝好工件拿起放下站。
(5)安裝站
由吸盤機械手、搖臂部件、直流減速電機、料倉換位部件、工件推出部件、真空發生器、開關電源、可編程序控制器、按鈕、I/O接口板、電氣網孔板、多種類型電磁閥及氣缸組成,主要完成選擇要安裝工件的料倉,將工件從料倉中推出,將工件安裝到位。
(6)傳送分揀站
主要由三相交流減速電機、光電傳感器、色傳感器、開關電源、按鈕、I/O接口板、電氣網孔板等組成,主要完成將材料傳送至下一站。
(7)搬運分揀站
主要由工業導軌、升降氣缸、氣爪、磁性開關、廢料存儲器、開關電源、可編程序控制器、按鈕、I/O接口板、電氣網孔板、多種類型電磁閥組成,主要完成分揀生產線中的廢物料并將其搬運至廢料存儲器中。
(8)分類站
由滾珠絲杠、滑桿推出部件、分類料倉、步進電機、步進驅動器、傳感器、開關電源、可編程序控制器、按鈕、I/O接口板、電氣網孔板、多種類型電磁閥及氣缸組成,主要完成按工件類型分類,將工件推入料倉。
四、控制系統
西門子PLC:
1.每站均增配EM277 PROFIBUS-DP通信模塊,用于組建西門子PROFIBUS-DP網絡, 每站PLC主機均采用CPU224;加工站配CPU226。
2.主控單元配置S7-300系列PLC:CPU313C-2DP(32KB工作內存,帶PROFIBUS-DP主/從接口,16路數字量輸入/16路晶體管輸出,PID,計數器,PWM脈沖輸出,頻率測量功能),40針前連接器,64K MMC存儲卡。
3.配有7英寸,工業彩色觸摸屏。
4.總線結構:采用西門子PROFIBUS-DP網絡通信,使各站之間的控制信息和狀態數據能夠實時相互交換。配有PC/PPI編程電纜、PC/MPI編程電纜及觸摸屏下載電纜。
其它配件:
靜音氣泵、PU軟管、連接器、工具、連接電纜、工件、指導書、使用說明書、軟件、程序等
控制系統配置:
| 序號 | 站名 | 主機 | 規格 | 備注 |
| 1 | 上料站(主站) | Cpu313c-2dp | 16路數字量輸入/16路繼電器輸出 | 7寸工業級觸摸屏 |
| 2 | 搬運站 | Cpu224+ EM277 | 14路數字量輸入/10路繼電器輸出 | |
| 3 | 加工站 | Cpu226+ EM277 | 24路數字量輸入/16路晶體管輸出 | |
| 4 | 搬運安裝站 | Cpu224+ EM277 | 14路數字量輸入/10路繼電器輸出 | |
| 5 | 安裝站 | Cpu224+ EM277 | 14路數字量輸入/10路繼電器輸出 | |
| 6 | 傳送分揀站 | Cpu224+ EM277 | 14路數字量輸入/10路繼電器輸出 | |
| 7 | 搬運分揀站 | Cpu224+ EM277 | 14路數字量輸入/10路繼電器輸出 | |
| 8 | 分類站 | Cpu224+ EM277 | 14路數字量輸入/10路晶體管輸出 | |
| 總線結構采用RS485網絡通信,使各站之間的控制信息和狀態數據能夠實時相互交換。每站均配PC/PPI編程電纜一根。 | ||||
五、實訓項目
1.了解傳感器的應用
2.觀察氣動元件的應用
3.掌握PLC控制技術
模塊式柔性自動化生產線實訓系統八個工作站各自都有一套PLC主機,可分成八個*獨立的工作站進行實訓,在對各單元生產工藝和電氣控制系統的構成熟悉后,通過PLC編程可完成:
PLC基本指令學習和實際應用
(1)系統故障檢測
(2)工件上料程序控制
(3)工件搬運程序控制
(4)工件檢測程序控制
(5)工件搬運安裝程序控制
(6)工件安裝程序控制
(7)工件分類程序控制
(8)多工作工位程序控制
(9)工作單元聯網程序控制
(10)步進電機驅動控制
(11)工控組態監控
(12)MES生產管理系統實訓
(13)觸摸屏使用及操作
(14)機械手搬運控制
(15)成廢品分揀控制
(16)變頻調速控制
(17)傳輸帶控制
4.電氣控制系統安裝調試
5.機械系統安裝調試
6.電機驅動調試
7.系統維護和故障檢測技術
六、軟件
工業組態監控軟件:當八個站全部進入聯網狀態時,管理員能夠通過組態監控機中各種組態按鈕方便的控制整個系統的運行、暫停、繼續、停止等等;另外也可以監視單個站的運行、暫停、繼續、停止等等。每個站的工作狀態在監控畫面上也能夠看到。
MES生產制造管理軟件:在整個系統的生產過程中,由MES生產管理系統制定下達各項生產計劃任務,并實時地反映在MES上位機的監控畫面上。下層制造系統將整個系統的工作狀態及當前工件加工狀態作自動統計,并實時傳輸到生產管理系統MES。具有計劃、調度和實時監控等功能。能夠實現和系統組態監控軟件的集成,實時監視生產線的生產情況。學生可以通過該軟件了解和學習生產型企業的生產物流管理的全過程,并可開展企業生產管理方面的相關培訓。
產品咨詢
電話
微信掃一掃

 當前位置:
當前位置:
